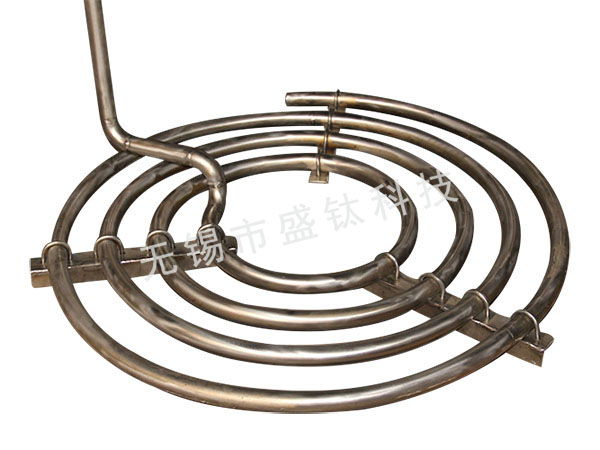
鈦盤管
鈦盤管的焊接特點:
1、在400℃時即開始大量吸氫,氫是鈦有害的元素之一,使鈦的塑性與韌性下降,導致脆裂,在冷卻時,氫來不及逸出而產生氣孔,故一般要求鈦材中含量小于0.01%~0.15%,若母材含氫量大,則應進行脫氫處理。
2、在600℃以上就會急劇地和氧、氮化合,生成TiO2和TiN(硬度大),使焊接接頭的塑性和韌性下降,并會引起氣孔和裂紋缺陷。
3、當加熱到800℃以上,TiO2即溶解于鈦盤管中并擴散深入到金屬鈦內中,形成0.01~0.08mm厚的中間脆性層。溫度越高,時間越長,氧化、氮化也越嚴重,焊接接頭的塑性急劇下降。要求鈦中含氧量小于0.1%~0.15%,鈦還容易與碳形成脆性的碳化物,影響塑性和可焊性。
4、熔點高,1608~1725℃,熱容量大,導熱性差,焊接接頭容易過熱,晶粒粗大,比如是β鈦合金,焊接接頭塑性下降,若為結構剛性大的工件,在焊接應力的作用下還會導致產生裂紋。
5、鈦在氫和殘余應力作用下,可能出現冷裂紋,要嚴格控制焊接接頭中的氫含量。鈦一旦沾染鐵離子即變脆,這是促使鈦盤管產生裂紋的重要原因之一。鈦材焊接變形較大,校正困難。



 相關產品
相關產品